

과정: 모공 생성 및 회피
Jan 12, 2023왜 기공이 나타나는 걸까요?
1.1
레이저 용접된 구멍의 내부는 불안정한 진동 상태에 있으며 구멍과 용융 풀의 흐름은 매우 강렬합니다. 구멍 내부의 금속 증기는 바깥쪽으로 분출되어 구멍의 개구부에 형성된 증기 와류로 이어지고 보호 가스(Ar)가 구멍의 바닥으로 굴러 들어가고 구멍이 앞으로 이동하면서 이러한 보호 가스는 거품 형태의 녹은 웅덩이. Ar의 매우 낮은 용해도와 레이저 용접의 급속한 냉각 속도로 인해 기포가 빠져나가 기공을 형성하기 전에 용접 이음새에 기포가 남습니다. 더군다나 질소가 외부에서 용융 풀에 침입하는 용접 공정 중 보호가 제대로 이루어지지 않아 발생했으며 액체 철의 질소 용해도는 고체 철의 질소 용해도와 매우 다릅니다. 따라서 금속의 냉각 및 응고에 있어서, 용융 풀 금속이 결정화 초기에 냉각될 때 온도의 감소에 따라 질소의 용해도가 감소하여 용해도의 급격한 큰 감소를 초래할 수 있다. 이때 많은 양의 가스 침전물이 거품을 형성합니다. 기포의 부유율이 금속 결정화율보다 낮으면 기공이 생긴다.
1. 선용접 표면처리로 용접기공 억제
사전 용접 표면 처리는 알루미늄 합금 레이저 용접의 야금 공극을 제어하는 효과적인 방법 입니다. 표면 처리 방법 은 일반적 으로 물리적 기계적 세척과 화학적 세척 으로 나눌 수 있습니다 .
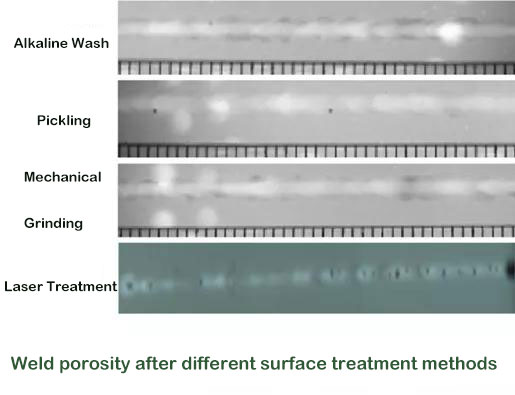
비교 후 테스트 기판의 표면을 처리하는 화학적 방법(금속 세정제 세척 - 세척 - 알칼리 세척 - 세척 - 세척 - 세척 - 건조)을 취하는 것이 가장 좋습니다. 그 중 Alkaly wash는 25% NaOH(수산화나트륨) 수용액으로 소재의 표면두께를 제거하고, 산세는 20% HNO3(nitric acid) + 2% HF(hydrogen fluoride)로 산세한다. ) 잔류 잿물을 중화하기 위한 수용액. 시험판의 표면처리 후 24시간 이내에 용접을 실시하고, 시험판 처리 후 장시간 시험판을 장착할 경우 용접 전 조립체를 조립하여 무수알코올로 닦는다.
2. 용접 공정 매개변수에 의한 용접 기공 억제
용접 기공의 형성은 용접 표면 처리 품질과 관련될 뿐만 아니라 용접 프로세스 매개변수와도 관련이 있습니다. 용접의 기공에 대한 용접 매개변수의 영향은 주로 용접의 침투, 즉 기공에 대한 용접의 후면 너비 비율의 영향에 반영됩니다.
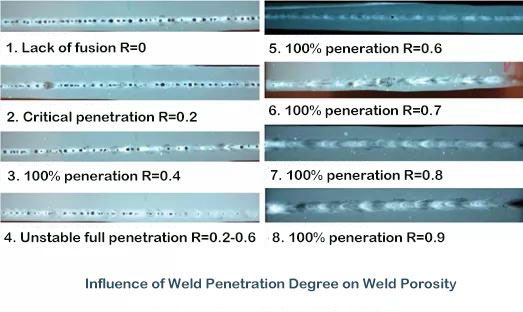
테스트를 통해 우리는 용접 백 폭 비율 R이 > 0.6일 때 용접에서 체인 기공의 집중 분포가 효과적으로 개선될 수 있음을 알 수 있습니다. 그리고 후면 폭 비율 R이 > 0.8일 때 용접부에서 대기 기공의 존재가 효과적으로 개선될 수 있습니다. 또한, 용접부의 기공 잔류물을 상당 부분 제거할 수 있습니다.
3. 차폐 가스 및 유량을 올바르게 선택하여 용접 기공을 억제합니다.
보호 가스의 선택은 품질, 효율성 및 용접 비용에 직접적인 영향을 미칩니다. 레이저 용접 과정에서 보호 가스를 올바르게 분사하면 용접 기공을 효과적으로 줄일 수 있습니다 .

위 그림과 같이 Ar(아르곤)과 He(헬륨)을 사용하여 용접면을 보호합니다. 알루미늄 합금 레이저 용접 과정에서 Ar과 He는 레이저의 이온화 정도가 다르므로 용접 형성이 달라집니다. Ar을 차폐 가스로 사용한 용접부의 기공률은 He를 차폐 가스로 선택한 경우의 용접부보다 작음을 알 수 있다.
동시에 가스 흐름이 너무 작고(<10L/min) 용접에 의해 생성된 많은 수의 플라즈마를 날려버릴 수 없다는 사실에 주의해야 합니다. 다공성 형성 증가. 적절한 가스 유속(약 15L/min) 플라즈마가 효과적으로 제어되고 보호 가스가 용융 풀에서 우수한 항산화 효과를 발휘하면 최소한의 다공성을 생성합니다. 과도한 가스 흐름은 과도한 가스 압력을 동반하므로 보호 가스의 일부가 탱크 내부에 혼합되어 다공성이 상승합니다.
재료 자체의 성능에 영향을 받기 때문에 용접 과정에서 기공 을 발생 시키지 않고 용접 하는 것을 완전히 피할 수는 없습니다 . 그것이 달성할 수 있는 것은 다공성 비율 을 줄이는 것 입니다.

PES 레이저, 전문 레이저 장비 솔루션 제공 업체
















 IPv6 네트워크 지원
IPv6 네트워크 지원 