ņä▒ļŖź : ņ¦¦ņØĆ ņŗ£Ļ░äņŚÉ ļ│┤ĒśĖ ļĀīņ”łĻ░Ć ņåÉņāüļÉśņ¢┤ ĒāĆļŖö ļČĆļČäņØ┤ ņ׳ņ£╝ļ®░ ļ│┤ĒśĖ
ļĀīņ”ł
ņØś ļ░£Ļ┤æļ®┤ņŚÉ
ņåÉņāüļÉ£ ļČĆļČäņØ┤ ņĀÉņ£╝ļĪ£ ņ░ŹĒśĆ Ļ▓ĆņØĆ ņāē ļśÉļŖö ĒØ░ņāēņØś Ļ▓ĆņØĆ ņāē ļ░śņĀÉņØ┤ ļéśĒāĆļé®ļŗłļŗż
ņøÉņØĖ ļČäņäØ :
ņśüĒ¢źņ£╝ļĪ£ ņØĖĒĢ┤ Ļ│ĄņĀĢ/ļ░®ļ▓Ģ/ņäżņĀĢ ļō▒ņØś ļ¼ĖņĀ£ļĪ£ Anti-slagļŖö ĒīīņåÉņØś ņøÉņØĖņØ┤ ļÉśļ®░, ļ╣äņĀĢņāüņĀüņØĖ ļĀłņØ┤ņĀĆ Ļ┤æņČ£ļĀźņØĆ Ļ▒░ņØś
ņŚåņŖĄļŗłļŗż
. ņØ╝ļ░śņĀüņ£╝ļĪ£ ņ£Āļ¤ēņØĆ 15 ņØ┤ņāü, ņĢĢļĀźņØĆ 0.3-0.6Mpa ņØ┤ņāüņ×ģļŗłļŗż.
ŌæĪ ņÜ®ņĀæņŗ£ ņÜ®ņĀæ Ļ▒┤Ļ│╝ ĒöīļĀłņØ┤ĒŖĖļź╝ ņłśņ¦üņØ┤ ņĢäļŗī 30-70 ┬░ļĪ£ ņÜ®ņĀæĒĢśņŗŁņŗ£ņśż.
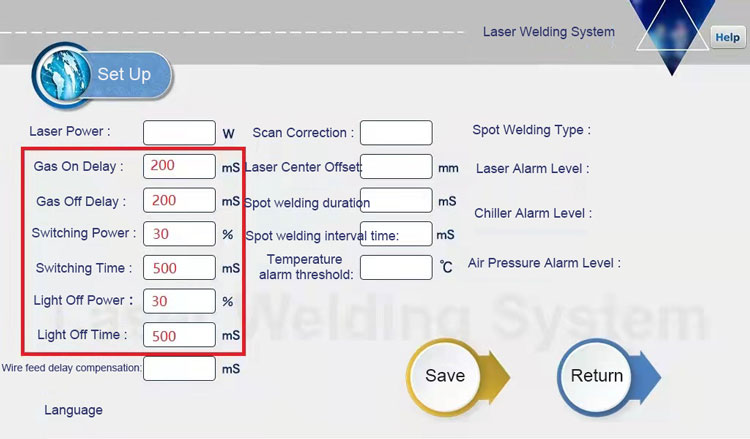
ŌæóĻĘĖļ”╝Ļ│╝ Ļ░ÖņØ┤ On/Off Delay 200-500ms, Ļ┤æņČ£ļĀź 20% On/Off, On/Off ņ¦äĒ¢ēņŗ£Ļ░ä 200-300ms ļō▒ ņ▓£ņ▓£Ē׳ ņāüņŖ╣ ļ░Å ĒĢśĻ░ĢĒĢśļÅäļĪØ ĒīīļØ╝ļ»ĖĒä░ļź╝ ņĄ£ļīĆĒĢ£ ņäżņĀĢĒĢ®ļŗłļŗż. , 0ņØĆ ņäżņĀĢĒĢĀ ņłś ņŚåņŖĄļŗłļŗż.
ŌæŻņĢīļŻ©ļ»ĖļŖä ļ░Å ņĢäņŚ░ļÅäĻĖłĒīÉņØä ņÜ®ņĀæĒĢĀ ļĢī ņØ┤ ņ×¼ļŻīļŖö ļŗżļźĖ ņ×¼ļŻīļ│┤ļŗż ļĀīņ”łļź╝ ņåÉņāüņŗ£ĒéżĻĖ░ ņē¼ņÜ░ļ»ĆļĪ£ ņÜ®ņĀæ ņŗ£ ņĄ£ņåīĒĢ£ņØś ņĀäļĀźņØä ņé¼ņÜ®ĒĢśņŚ¼ņĢ╝ ĒĢ®ļŗłļŗż.
Ōæżļ│┤ĒśĖĻ▓ĮņØś ĒÆłņ¦łļÅä ņé¼ņÜ®ņØś ļé┤ĻĄ¼ņä▒ņØä Ļ▓░ņĀĢĒĢ®ļŗłļŗż. ņĀĢĒÆł ļĀīņ”ł ņé¼ņÜ®ņØä ĻČīņןĒĢ®ļŗłļŗż.
Ōæź Ļ│Āļ░░ņ£©ņŚÉņä£ļŖö ņĀĆļ░░ņ£©ņŚÉ ļ╣äĒĢ┤ ļĀīņ”łņØś ņåÉņŗżņØ┤ ņ╗żņ¦ĆĻ▓ī ļÉśļŖöļŹ░ ņØ┤ļŖö ņĀ£ņ¢┤ ļČłĻ░ĆļŖźĒĢ£ ļ▓öņ£äņ×ģļŗłļŗż.
Ōæ”ņ£äņØś ņé¼ĒĢŁņØä ņ▓śļ”¼ĒĢĀ ņłś ņŚåļŖö Ļ▓ĮņÜ░ F200 Ēżņ╗żņŗ▒ ļĀīņ”ł + ĻĖĖņ¢┤ņ¦ĆĻ│Ā ļäōņØĆ ņŖżņ╝ĆņØ╝ņØś ĒŖ£ļĖīļź╝ ĻĄÉņ▓┤ĒĢśņŚ¼ ĒŖĆĻ╣ĆņØä ņżäņØ╝ ņłś ņ׳ņŖĄļŗłļŗż(ņČöĻ░Ć ĻĄ¼ļ¦ż ĒĢäņÜö)








 IPv6 ļäżĒŖĖņøīĒü¼ ņ¦ĆņøÉ
IPv6 ļäżĒŖĖņøīĒü¼ ņ¦ĆņøÉ 










