Feb 16, 2022
용접 헤드 문제: 빛 약화를 해결하는 방법
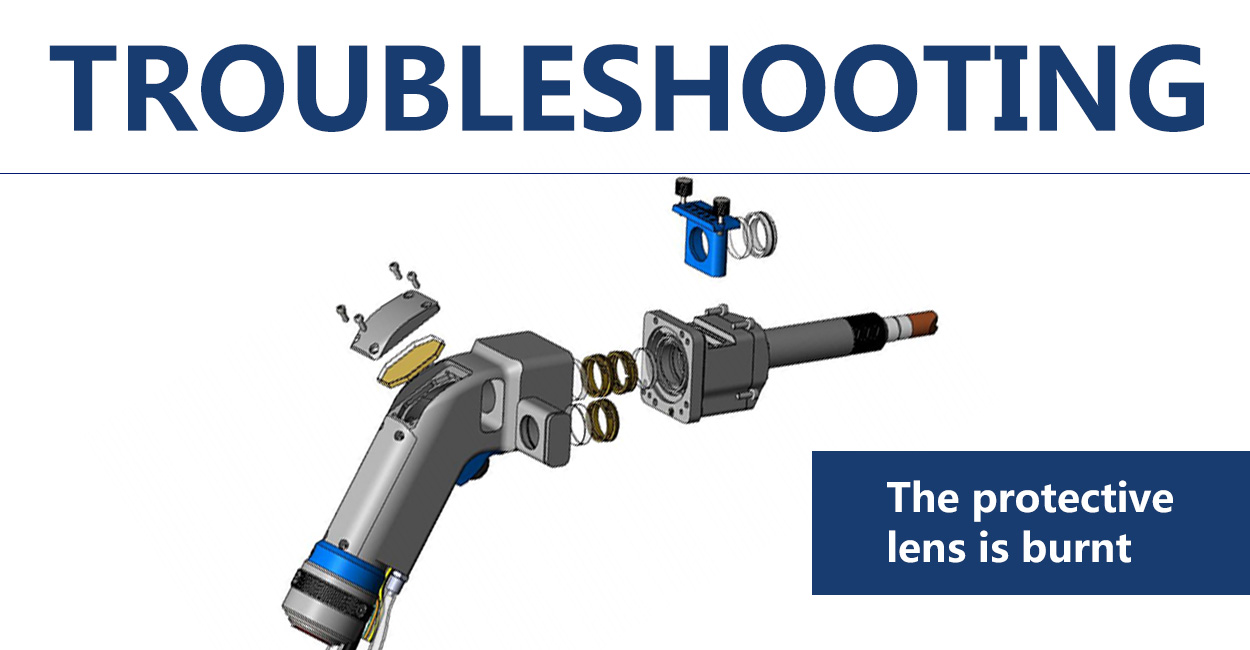
성능: 빛은 처음에는 매우 강하고, 점차 약해져서, 와이어가 융합되지 않거나 황동 노즐에서 스파크가 발생합니다. 원인 분석: 일반적으로, 용접 건의 렌즈가 손상됨, 보호 미러, 포커싱, 시준, 및 반사.를 포함하되 이에 국한되지 않음 이러한 손상 중 하나 이상이 다음을 유발할 수 있습니다. 발생하다 먼저 보호 렌즈를 교체하고 초점,을 확인한 다음 반사 및 시준,을 확인하고 손상된 렌즈를 교체하십시오. 또한 , 레이저 화이버 헤드 부분이 더럽거나 손상되었는지 확인하십시오. 문제 해결: 손상된 렌즈 교체
더보기
























 IPv6 네트워크 지원
IPv6 네트워크 지원 